





1 范圍
本標準確立了黃茶加工技術,規定了黃茶加工的術語和定義、加工基本條件、加工工藝流程、初制技術、精制技術、緊壓型黃茶加工技術,描述了記錄保存的追溯方法。
本標準適用于黃茶的加工。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 21726 黃茶
GH/T 1077 茶葉加工技術規程
GH/T 1124 茶葉加工術語
3 術語和定義
GB/T 21726和GH/T 1124界定的術語和定義適用于本文件。
4 加工基本條件
應符合GH/T 1077的規定。
5 加工工藝流程
5.1 初制加工工藝流程
5.1.1 芽型黃茶加工工藝流程
芽型黃茶加工工藝流程見圖1。
根據悶黃工藝,分為濕坯悶黃和干坯悶黃。濕坯悶黃工藝流程為鮮葉、殺青、悶黃、初烘或做形、干燥。干坯悶黃工藝流程為鮮葉、殺青、做形和(或)初烘、悶黃、干燥。
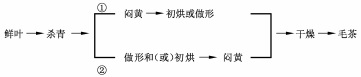
說明:
①-濕坯悶黃型;
②-干坯悶黃型。
5.1.2 芽葉型黃茶加工工藝流程
芽葉型黃茶加工工藝流程見圖2。
根據悶黃工藝,分為先揉(捻)后悶(黃)型和先悶(黃)后揉(捻)型。先揉后悶型工藝流程為鮮葉、殺青、揉捻(做形)、悶黃、干燥。先悶后揉型工藝流程為鮮葉、殺青、悶黃、揉捻(做形)、干燥。
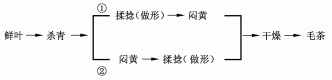
說明:
①-先揉后悶型;
②-先悶后揉型。
圖2 芽葉型黃茶加工工藝流程
5.1.3 多葉型黃茶加工工藝流程
多葉型黃茶加工工藝流程見圖3。
根據悶黃工藝,分為先揉(捻)后悶(黃)型和先悶(黃)后揉(捻)型。先揉后悶型工藝流程為鮮葉、殺青、揉捻、初烘(炒)、悶黃、干燥。先悶后揉型工藝流程為鮮葉、殺青、初悶、揉捻、初烘(炒)、復悶、干燥。
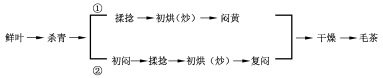
說明:
①-先揉后悶型;
②-先悶后揉型。
圖3 多葉型黃茶加工工藝流程
5.2 精制加工工藝流程
毛茶→整理→拼配勻堆→復火→包裝→成品茶。
5.3 緊壓型黃茶加工工藝流程
緊壓型黃茶加工工藝流程見圖4。
緊壓型黃茶由毛茶或精制的成品茶經蒸壓定型再加工而成。毛茶為原料的工藝流程為整理、拼配勻堆、稱量、蒸壓定型、干燥、包裝。精制后的成品茶為原料的工藝流程為稱量、蒸壓定型、干燥、包裝。
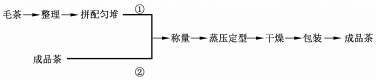
說明:
①-以毛茶為原料;
②-以精制后的成品茶為原料。
圖4 緊壓型黃茶加工工藝流程
6 初制技術要求
6.1 芽型黃茶加工技術要求
6.1.1 鮮葉
芽型黃茶鮮葉原料為單芽或一芽一葉初展。
6.1.2 殺青
殺青技術應掌握適宜的投葉量、殺青溫度及殺青時間,殺青至水分含量50%~60%為適度。
6.1.3 悶黃
6.1.3.1 濕坯悶黃
殺青葉趁熱初悶,溫度50℃~60℃,堆悶0.5h~1h后,翻拌并去除水氣,待葉溫下降至32℃~37℃時,進行初烘(炒),溫度60℃~80℃,時間5min~8 min,趁熱復悶5h~7h,至水分含量35%~45%,芽色金黃為適度;若用炒制工藝,可采用手工或理條機做形。
6.1.3.2 干坯悶黃
殺青葉直接進行初烘(炒)或經攤涼后初烘(炒),至水分含量40%~50%后,初悶1d~2d,至芽色橙黃;再進行復烘(炒),至水分含量20%~30%后,復悶1d~2d,至芽色金黃為適度。若用炒制工藝,可采用手工或理條機做形。
6.1.4 干燥
采用手工或機械烘(炒)干,分低溫長烘(炒)(60℃~80℃)或高溫短烘(炒)(100℃~110℃)兩種,烘(炒)至茶葉水分含量6.5%以下。
6.2 芽葉型黃茶加工技術要求
6.2.1 鮮葉
芽葉型黃茶鮮葉為一芽一葉、一芽二葉初展。
6.2.2 殺青
同6.1.2。
以上為標準部分內容,如需看標準全文,請到相關授權網站購買標準正版。
